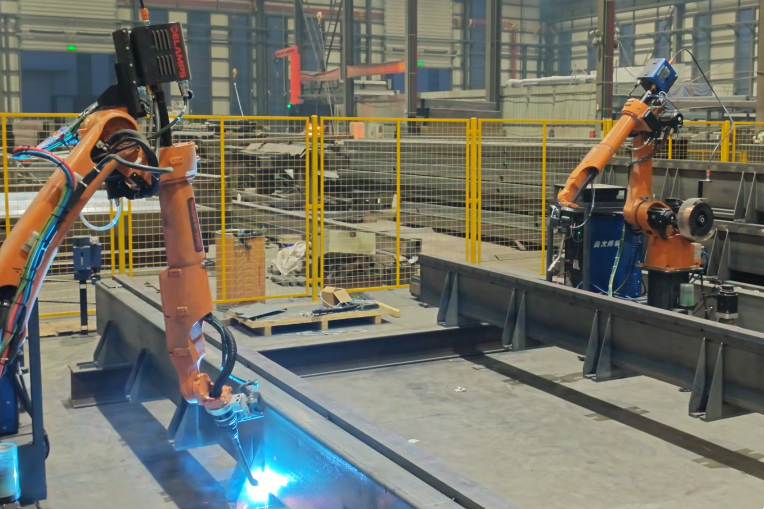
Practical Demonstration of GMAW (CO₂ Welding) on Carbon Steel Round Pipes
Industrial automatic welding production line realizes feeding, clamping and fixing of round pipe workpieces, with tooling fixtures achieving precise positioning and locking to ensure the concentricity of pipe fittings and uniform splicing gaps.
The equipment starts in linkage mode, with the welding robot and positioner operating synchronously and collaboratively. The positioner drives the round pipe to rotate slowly at a constant speed, enabling dead-angle-free continuous welding of circumferential seams. The welding machine adopts customized MIG welding process parameters, with carbon dioxide mixed gas continuously supplied throughout the process to isolate air and prevent weld oxidation and porosity formation.
The robotic arm runs smoothly along the preset programmed trajectory. The welding torch maintains a constant angle, height and wire extension length, and adopts a standard weaving welding method with a short dwell time on both sides of the weld seam and uniform transition in the middle, keeping the molten pool stable and controllable.
The whole process adopts fully automatic continuous operation with stable arc combustion and low welding spatter. The pipe joints achieve full fusion and penetration, effectively avoiding welding defects such as undercut, incomplete penetration and slag inclusion.
The entire welding process requires no manual intervention with unified and standardized operation rhythm. The circumferential welds feature uniform and neat lines, smooth and full forming, and highly consistent welding strength and appearance quality. It greatly improves the welding processing efficiency and product yield of round pipe fittings, and is suitable for mass and standardized production and processing of pipe fittings.